プラスチックペレットの黒い斑点の問題を解決するにはどうすればよいですか?
プラスチック造粒のプロセスでは、ペレットに黒点が発生するのは比較的よくある問題です。これはプラスチックペレット機の問題なのか、原材料の問題なのか、あるいは他の要因がこのような現象を引き起こしているのでしょうか?実際、造粒プロセスにおける黒点の問題は、特に明るい色のペレットでより顕著な一般的な故障現象です。では、この問題をどのように改善できるでしょうか?
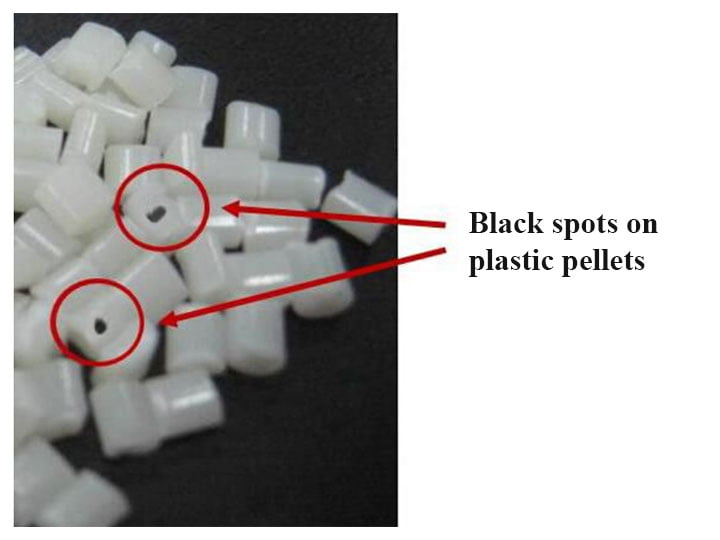
これらの黒い斑点は、カーバイド後のプラスチックペレットマシンの残留プラスチックの熱劣化です。プラスチックペレットの品質を確保するために、スタッフはマシンのカーバイドを頻繁に清掃する必要があります。
洗浄には硬めのプラスチックまたはその復帰材と白色鉱物油を使用し、温度を 10 ~ 15°C 上げてください。このとき、小型押出機の可塑化能力を考慮する必要があります。超高分子量プラスチックを可塑化できる大型および中型の押出機の場合、超高分子量プラスチックまたはその戻り材と白色鉱物油で洗浄できます。超高分子量プラスチックは硬度が高く、温度が高いと洗浄対象物が柔らかくなり脱落しやすくなり、プラスチックの溶融による炭化物の除去に有利となるためです。

洗浄プロセス中、プラスチックペレットマシンの速度は低速と高速の間で繰り返し切り替えることができます。モーター負荷に余裕がある場合は、運転中に押出機の停止と再起動を数回繰り返すことで洗浄効果を高めることができます。プラスチック溶融物中の炭化物が明らかに減少したら、徐々に適切な温度に調整し、その後通常の生産を開始します。




